By David Winkel
I’m sure most of us have had to deal with removing taper pins in machinery that were driven home by a gorilla with a 10 pound hammer.
After driving one of these stubborn pins out, do yourself, or the next guy, a favor and coat the new pin with a thin film of Moly Sulfide grease. Tap it home until seated, but no more!

Pins are sized by the large end diameter and you need to measure the large end hole diameter to determine the proper size replacement to use. Often the lip of the hole will be munged so you should measure the hole down a little deeper.
Here’s a trick: choose a burr-free drill shank with a diameter that allows it to go down the hole perhaps 1/8” or so. Measure the insertion depth and call it “D.” Mic the shank diameter and call it “d.”
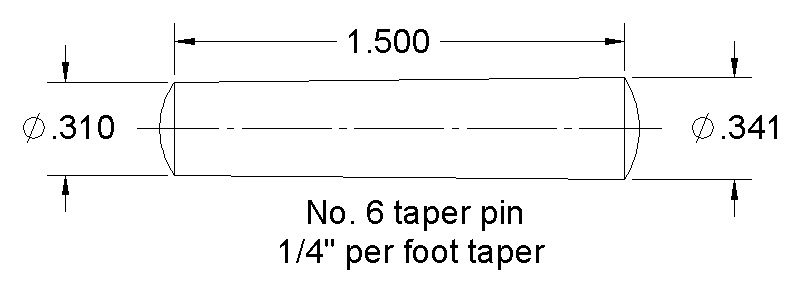
A pin’s standard taper is 1/4”/foot or 1/48”/inch. So, the big end hole diameter will be
D/48 + d
One final trick is to make the pin slightly shorter so the small end is recessed in a pocket about 1/16” deep when driven home. That will keep the drive-out pin punch centered for easier removal by the next guy.